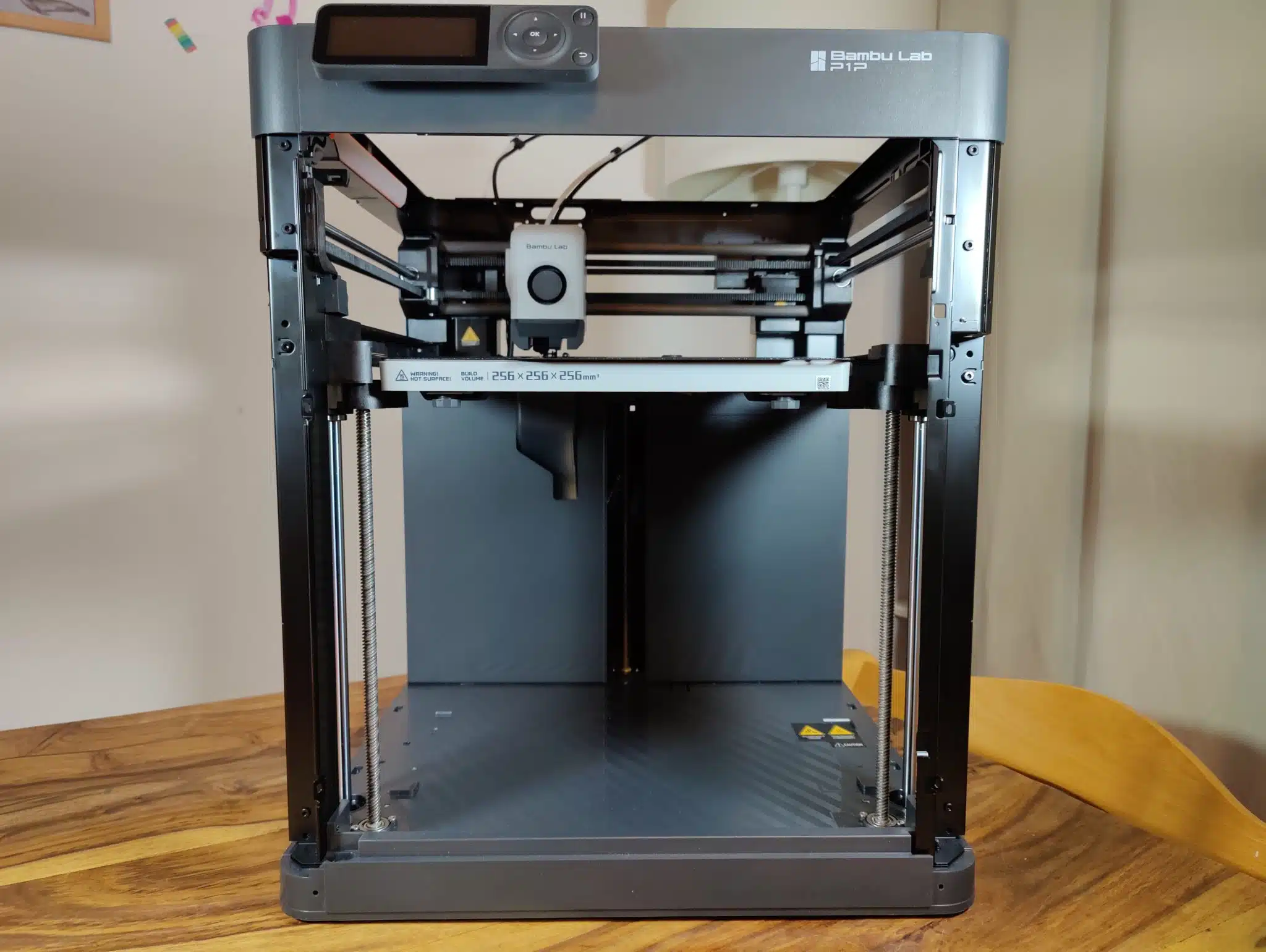
Stell dir vor, du hast gerade über tausend Euro investiert. Das Paket kommt an, du packst es aus, und die ersten Testdrucke sehen fantastisch aus. Du denkst, du hast das Spiel gewonnen. Dann, nach etwa drei Wochen, passiert es: Mitten in einem zwölfstündigen Druck bricht der Materialfluss ab. Du hörst ein hässliches Rattern im Extruder. Der 3d drucker bambu lab x1 meldet einen Fehler, aber die Düse ist leer. Du reinigst sie, startest neu, und zwei Stunden später passiert dasselbe. Du hast bereits eine halbe Rolle teures Carbon-Filament verschwendet, die Glasplatte hat den ersten Kratzer weg, und deine Frustration steigt ins Unermessliche. Ich habe dieses Szenario bei Kunden und in der Werkstatt hunderte Male erlebt. Die Leute kaufen dieses Gerät, weil sie glauben, es sei ein "Sorglos-Paket". Das ist der erste und teuerste Irrtum. Diese Maschine ist ein Hochleistungswerkzeug, kein Toaster. Wer sie wie einen Haushaltsgegenstand behandelt, produziert Schrott am laufenden Band.
Die Lüge vom wartungsfreien 3d drucker bambu lab x1
Der größte Fehler, den Neulinge machen, ist der Glaube an die totale Automatisierung. Nur weil das Gerät eine Lidar-Kamera hat und das Druckbett selbst nivelliert, heißt das nicht, dass du dich zurücklehnen kannst. In der Realität verlässt sich die Mechanik auf saubere Führungsschienen. Ich sehe oft Maschinen, bei denen die Carbon-Stangen mit Fett eingeschmiert wurden. Das ist technischer Selbstmord. Diese Stangen müssen trocken bleiben. Sobald da Fett oder Öl draufkommt, bindet das den feinen Abrieb der Lager und bildet eine Schleifpaste, die dir innerhalb weniger Monate die Präzision ruiniert.
Das Märchen von der perfekten ersten Schicht ohne Reinigung
Ein weiteres Problem ist das Vertrauen in die Pei-Platte. Viele Nutzer denken, ein kurzer Wischer mit dem Ärmel reicht aus. Nein, das tut es nicht. Hautfett ist der natürliche Feind der Haftung. Wenn du die Platte nicht regelmäßig mit einfachem Spülmittel und heißem Wasser wäschst, wird dir früher oder später ein Bauteil umkippen. Isopropanol ist gut für zwischendurch, aber es löst Fette oft nur an und verteilt sie großflächig, statt sie zu entfernen. Einmal im Monat gehört die Platte unter den Wasserhahn. Wer das ignoriert, zahlt mit Warping und ruinierten Modellen, die sich mitten im Prozess lösen.
Warum billiges Filament dich langfristig mehr kostet
Es ist verlockend, bei Amazon das billigste PLA für 15 Euro die Rolle zu schießen. Schließlich hat das Gerät ein AMS, das alles schluckt, oder? Falsch. Billig-Filament hat oft enorme Durchmesserschwankungen. Wenn das Material statt 1,75 mm plötzlich 1,82 mm dick ist, verklemmt es sich im PTFE-Schlauch oder im Extruder. Beim 3d drucker bambu lab x1 sind die Toleranzen so eng gewählt, dass solche Schwankungen sofort zu Unterextrusion führen.
Noch schlimmer sind Pappspulen im AMS. Die Theorie sagt, man kann sie einfach benutzen. Die Praxis zeigt: Der Abrieb der Pappe sammelt sich in den kleinen Antriebsrollen des AMS. Irgendwann rutschen die Rollen durch, und das Gerät kann das Filament nicht mehr laden oder zurückziehen. Ich habe AMS-Einheiten gesehen, die innen aussahen wie ein Hamsterkäfig, voller Staub und Pappfetzen. Wenn du Pappspulen nutzt, druck dir Adapterringe oder klebe die Kanten mit Isolierband ab. Alles andere ist russisches Roulette mit deiner Hardware.
Die falsche Annahme über die Druckgeschwindigkeit
Nur weil das Gerät 500 mm/s fahren kann, heißt das nicht, dass du das immer tun solltest. Viele Nutzer wundern sich über schlechte Oberflächen oder Bauteile, die einfach zerbrechen. Die Physik lässt sich nicht austricksen. Wenn du Kunststoff so schnell durch die Düse jagst, hat er kaum Zeit, richtig aufzuschmelzen. Die Schichthaftung leidet massiv.
Ein Vorher-Nachher-Vergleich aus der Werkstatt
Schauen wir uns ein reales Beispiel an. Ein Kunde wollte ein mechanisches Bauteil für eine Halterung drucken. Er nutzte die Standard-Profile mit "Ludicrous Mode" – also maximale Geschwindigkeit.
Vorher: Das Bauteil sah oberflächlich okay aus, hatte aber matte Stellen, wo die Geschwindigkeit variierte. Als er die Schrauben anzog, riss das Teil entlang der Schichtlinien wie ein Stück Knäckebrot. Er hatte drei Versuche gebraucht, jedes Mal mit dem gleichen Ergebnis, und insgesamt sechs Stunden Zeit verloren.
Nachher: Wir haben die Geschwindigkeit für die Außenwände auf 100 mm/s reduziert und die Temperatur um 10 Grad erhöht, um dem Material Zeit zum Schmelzen zu geben. Der Druck dauerte zwar 40 Minuten länger, aber das Ergebnis war ein Bauteil, das sich wie aus einem Guss anfühlte. Die Oberflächen waren gleichmäßig glänzend, und die mechanische Belastbarkeit war um Welten höher. Er hat seitdem nie wieder ein Teil durch Schichttrennung verloren. Zeitersparnis durch "langsames" Drucken: mehrere Stunden Frust und Materialabfall.
Das unterschätzte Problem der Feuchtigkeit im AMS
Das AMS wird oft als Trockenbox missverstanden. Das ist es nicht. Es ist eine Aufbewahrungsbox mit ein bisschen Silikagel. In Deutschland haben wir oft eine Luftfeuchtigkeit von über 50 Prozent. Wenn du Nylon oder PETG tagelang im AMS lässt, ohne die Trockenmittelbeutel alle paar Wochen zu regenerieren, zieht das Material Wasser.
Beim Drucken verdampft dieses Wasser in der Düse. Das Ergebnis sind kleine Bläschen, Fädenziehen (Stringing) und eine instabile Struktur. Ich sehe ständig Leute, die an den Software-Einstellungen schrauben, um Stringing zu verhindern, während ihr Filament einfach nur nass ist. Kauf dir ein günstiges Hygrometer und leg es in das AMS. Wenn da mehr als 20 Prozent Feuchtigkeit stehen, ist dein Filament bereits in Gefahr. Ein Dörrautomat für 40 Euro spart dir hier hunderte Euro an Fehlversuchen.
Die Gefahr durch falsche Belüftung bei technischen Materialien
Wenn du ABS oder ASA druckst, ist die Kammertemperatur entscheidend. Viele lassen den Deckel oben auf oder die Tür einen Spalt offen, weil sie Angst vor Verstopfungen haben. Bei PLA ist das richtig, bei technischen Kunststoffen ist es fatal. Wenn kalte Zimmerluft auf ein großes ABS-Teil trifft, zieht es sich zusammen und reißt das ganze Modell vom Druckbett oder lässt es in der Mitte auseinanderbrechen.
Andererseits ist die Hitze in der Kammer ein Problem für die Elektronik und die Motoren, wenn man stundenlang PLA druckt und alles geschlossen hält. Die Wärme kann nicht weg, das Filament wird bereits im Extruder weich (Heat Creep) und verstopft alles. Du musst lernen, wann die Tür offen sein muss und wann sie absolut dicht bleiben muss. Es gibt kein "Stell es ein und vergiss es" für jedes Material.
Kalibrierung ist kein einmaliges Ereignis
Das Gerät macht beim Start viele Selbsttests. Viele Nutzer klicken das genervt weg, um Zeit zu sparen. Das ist ein Fehler. Besonders nach einem Firmware-Update oder wenn du den Drucker an einen anderen Ort stellst, ist eine vollständige Kalibrierung Pflicht. Die Schwingungskompensation (Input Shaping) reagiert extrem empfindlich auf den Untergrund. Wenn der Drucker auf einem wackeligen IKEA-Tisch steht, muss er das wissen und seine Bewegungen darauf anpassen.
Ich habe Drucker gesehen, die auf instabilen Regalen standen und bei denen die Nutzer sich über "Geisterbilder" an den Kanten beschwerten. Eine einzige neue Kalibrierung auf festem Boden löste das Problem sofort. Vertrau nicht darauf, dass die Werkseinstellungen ewig halten. Mechanik arbeitet, Schrauben setzen sich, Riemen dehnen sich. Wer nicht alle paar Monate die Riemenspannung prüft und die Maschine neu einmisst, lässt Qualität auf der Strecke liegen.
Ein Realitätscheck für den Alltag
Es wird Zeit für ein bisschen bittere Wahrheit. Der Besitz eines solchen Geräts macht dich nicht automatisch zum Profi, und die Maschine wird nicht jeden Fehler für dich korrigieren. Wenn du erwartest, dass du einfach nur auf "Drucken" klickst und jedes Mal ein perfektes Teil erhältst, wirst du enttäuscht werden.
Erfolgreiches Arbeiten mit dieser Technologie erfordert zwei Dinge, die man nicht kaufen kann: Geduld und ein Verständnis für Materialwissenschaft. Du musst lernen, wie sich Kunststoff unter Hitze verhält. Du musst akzeptieren, dass Wartung – also das Reinigen der Stangen, das Entfetten der Platte und das Trocknen des Filaments – mindestens 10 Prozent deiner Zeit in Anspruch nehmen wird. Wenn du diese Zeit nicht investierst, wird dein Gerät nach sechs Monaten nur noch die Hälfte wert sein und unzuverlässig arbeiten.
Dieses System ist ein Werkzeug. Ein verdammt gutes, aber eben nur ein Werkzeug. Es nimmt dir nicht das Denken ab. Wer bereit ist, sich mit der Mechanik auseinanderzusetzen und die Disziplin bei der Materialpflege aufzubringt, wird Ergebnisse erzielen, die vor wenigen Jahren noch zehntausende Euro gekostet hätten. Wer nur "schnell mal was drucken" will, ohne sich um die Details zu scheren, wird eine Menge Geld verbrennen. Es liegt nicht an der Maschine, es liegt an deiner Arbeitsweise. So einfach ist das.